
- 泊头市勇锐量具有限公司
浅析机床铸件发生变形的原因
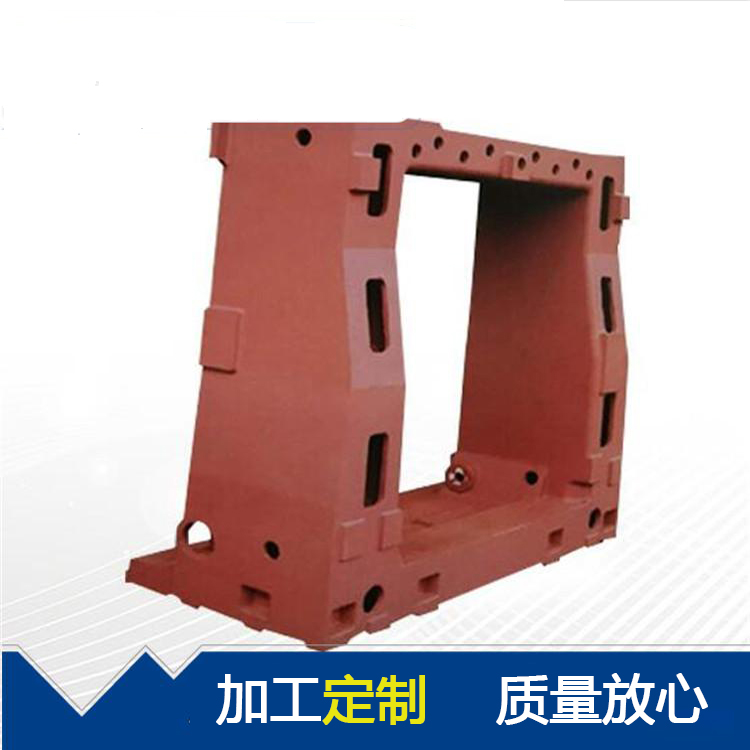
机床铸件虽然是大型铸件,但是在加工使用中也会发生变形,这样便会影响使用,勇锐厂家生产的机床床身铸件采用的的铸造方法是砂型铸造,其次是特种铸造方法,材质均为细腻的灰口铸铁HT200-HT300,准确的配比,较高的抗拉抗弯强度。下面我们来分析一下机床铸件发生变形的原因及如何避免这种情况的出现。
(1)查验模型构造情况,在易变型和开裂的当地,放置拉筋和加强筋板;在不影响机床铸件几何尺度和功能需求的情况下,可增大过渡处的圆角尺度。关于某些细长份额较大的铸件,如机床床身、铸铁平板、铸铁平台等是有导轨的铸件,导轨热节较大,别的部位又较薄,易发生挠度变形,为此应采取反挠度,来抵消铸件凝结时发生的挠度变形。
(2)浇注体系规划中,关于分量较大、体积较大的铸件可开设两个以上的直浇道,使金属液能疾速平稳进入铸型内。(3)造型时填沙要均匀,关于中大型铸件尤为重要,每层加砂要均匀,避免因砂不均匀,振实时单个部位紧不均匀而形成泡沫型变形。
(4)铸件浇注后,不要过早的打箱,在箱内应有满足的保温时刻,关于中大型铸件尤为重要。
(5)不影响大型铸件机械强度和功能运用的情况下,可适当调整铸件的化学元素成份。
机床铸件在生产中发生变形的因素我们都是可以避免的,勇锐厂家近几年来不断的引进生产新技术,较好的做好没有坏件和废件,按照客户的需求尺寸加工品质高的机床铸件,铸铁平台平板、槽铁等产品。
泊头勇锐量具 2014(C)版权所有
技术支持:中科四方