
- 泊头市勇锐量具有限公司
机床床身铸件的涂装工艺
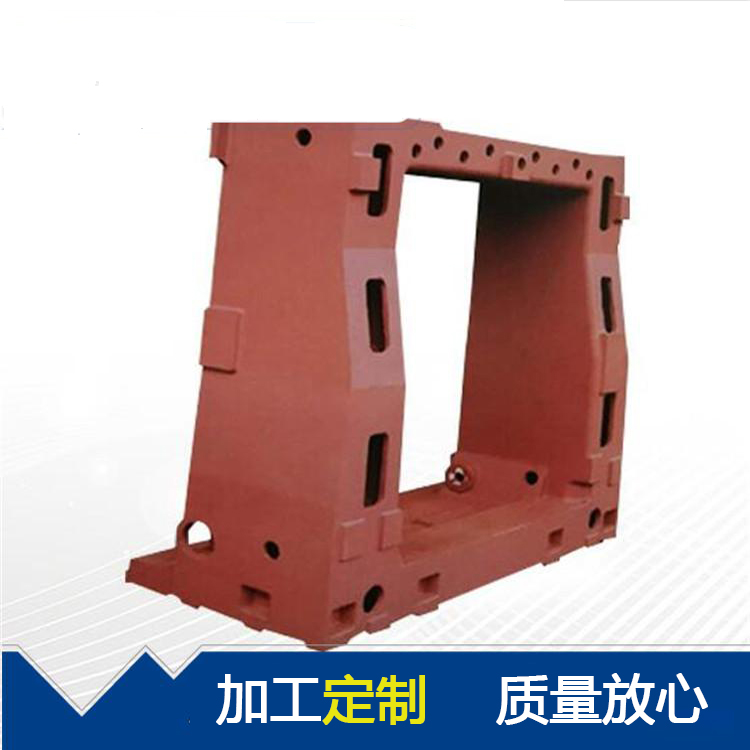
勇锐量具厂家生产的机床床身铸件好,其特点有耐磨性好、消震也不错,行业也叫数控机床床身铸件、机床铸件、床身、底座、工作台等。下面讲讲工艺性能好机床床身铸件的涂装工艺技术要求。
1.机床床身铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以。
2.经过机械加工后的床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,表面的油污和其他污物。
3.底漆刷涂或喷、浸要均匀,底漆在使用前充分搅拌均匀,稀释至适当的年度再进行涂抹。
4.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前充分搅拌均匀。
5.如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂等上以次刮涂的材料干后再进行。
6.使用过氯乙烯填充床身铸件凹陷后等其干燥后才能进行打磨,每次打磨后均需要表面的磨浆和粉尘。
7.采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8.经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9.在后一到腻子打磨清理干净后,需要喷涂过氯乙烯道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。

勇锐量具不仅生产经营机床床身铸件,其厂家还销售铸铁平板平台、T型槽地轨平台、基础槽铁、大理石平板、三维柔性焊接平台、钢锭模等产品。机床床身铸件主要是用于机床的平板制造,其铸造工艺低压铸造是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(20~60kPa),所以叫做低压铸造。
1.机床床身铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以。
2.经过机械加工后的床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,表面的油污和其他污物。
3.底漆刷涂或喷、浸要均匀,底漆在使用前充分搅拌均匀,稀释至适当的年度再进行涂抹。
4.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前充分搅拌均匀。
5.如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂等上以次刮涂的材料干后再进行。
6.使用过氯乙烯填充床身铸件凹陷后等其干燥后才能进行打磨,每次打磨后均需要表面的磨浆和粉尘。
7.采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8.经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9.在后一到腻子打磨清理干净后,需要喷涂过氯乙烯道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。
勇锐量具不仅生产经营机床床身铸件,其厂家还销售铸铁平板平台、T型槽地轨平台、基础槽铁、大理石平板、三维柔性焊接平台、钢锭模等产品。机床床身铸件主要是用于机床的平板制造,其铸造工艺低压铸造是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(20~60kPa),所以叫做低压铸造。
泊头勇锐量具 2014(C)版权所有
技术支持:中科四方