
- 泊头市勇锐量具有限公司
机床床身铸件退火处理温度及步骤介绍
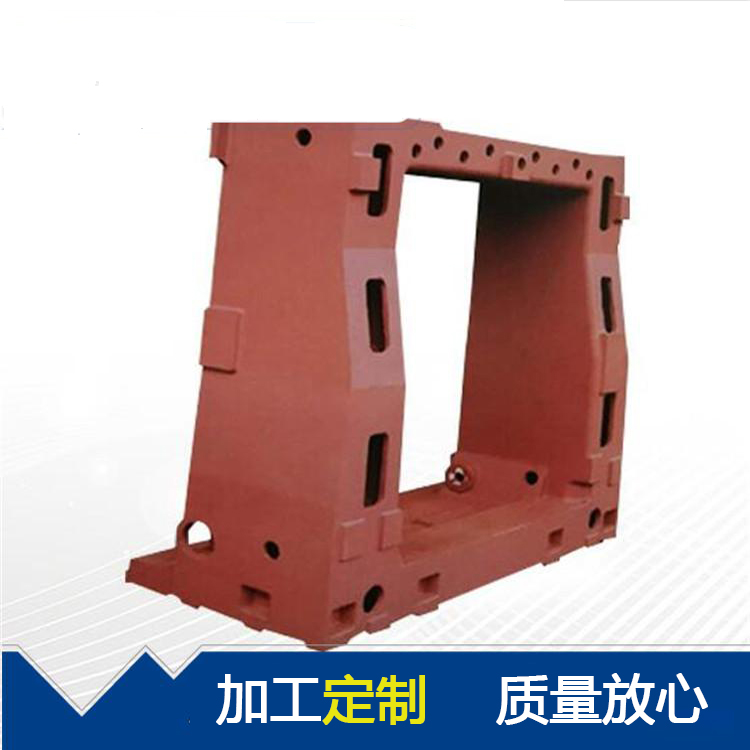
泊头市勇锐量具厂生产各种机床的机床结构铸件,下面小编来说说机床床身铸件退火处理温度及步骤介绍。
机床床身铸件模具采用一次性消失模具,消失模具有加工余量小、外观光洁度高和尺寸修改灵活等特点。勇锐量具采用树脂砂铸造工艺,了解铸件的加工面质量以及多面加工的质量要求。内应力松弛,这种方法叫自然时效,机床铸件可以采用以上两种方法来铸件内部的内应力。
由于机床铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都。
勇锐量具去除铸件应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可 铸件内应力的90~,但铸铁组织不发生变化。若温度大于550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。铸件冷却时,表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。
因此采用退火(或正火)的方法白口组织。退火工艺为:加热到550~950℃保温2~5h,随后炉冷到500~550℃再出炉空冷。在高温保温期间,游离渗碳体和共晶渗二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体提高机床床身铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正 火分高温正火和低温正火。高温正火温度一般不大于950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行回火处理,以正火时产生的内应力,以达到铸件白口的高温石漠化退火。
机床床身铸件的铸造工艺很复杂,也不是一句两句话能概括的,在铸造的过程中还会出现很多突发问题,需要丰富的经验去应对。
机床床身铸件模具采用一次性消失模具,消失模具有加工余量小、外观光洁度高和尺寸修改灵活等特点。勇锐量具采用树脂砂铸造工艺,了解铸件的加工面质量以及多面加工的质量要求。内应力松弛,这种方法叫自然时效,机床铸件可以采用以上两种方法来铸件内部的内应力。
由于机床铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都。
勇锐量具去除铸件应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可 铸件内应力的90~,但铸铁组织不发生变化。若温度大于550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。铸件冷却时,表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。
因此采用退火(或正火)的方法白口组织。退火工艺为:加热到550~950℃保温2~5h,随后炉冷到500~550℃再出炉空冷。在高温保温期间,游离渗碳体和共晶渗二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体提高机床床身铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正 火分高温正火和低温正火。高温正火温度一般不大于950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行回火处理,以正火时产生的内应力,以达到铸件白口的高温石漠化退火。
机床床身铸件的铸造工艺很复杂,也不是一句两句话能概括的,在铸造的过程中还会出现很多突发问题,需要丰富的经验去应对。
泊头勇锐量具 2014(C)版权所有
技术支持:中科四方