
- 泊头市勇锐量具有限公司
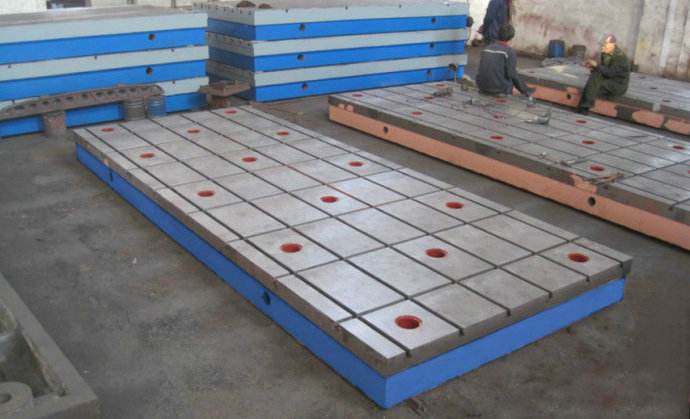
T型槽平板

T型槽平板是机械制造环节中组装、电焊焊接、安装、检测、检测、标线等作业的基本操作台,质材HT200-300,硬度标准HB170-220,产品执行标准实行国标《铸铁平板》GB/T22095-2008,规格为4000×9000×450mm以下的各种规格型号,河北勇锐量具为您提供初期设计方案等服务项目。铸件回火后转至机械加工生产车间,机械加工生产车间对铸件进行检测工程验收。
依据设计图纸标准融合T型槽平板具体情况制订制作工艺并制做加工工艺卡。
1.进行T型槽平板的技术条件和结构工艺性分析;
2.选择T型槽平板加工及加工方法;
3.确定主要T型槽平板加工位置和重要加工面;
4.选用合适T型槽平板的工艺参数;
5.设计方案合理的刀具、装夹具。
T型槽平板具体步骤如下:
1.划铸件尺寸面线,照顾毛坯尺寸及壁厚。
2.粗加工T型槽平板各面,单面留3~5mm加工余量。
3.次消除内应力回火处理。
4.精刨(铣)上下面达到精度标准;刨(铣)两侧面达到精度标准,上平面与两侧面夹角90°±10′,倒角2x45°至5x45°。
5.临床标线T形槽,注意考虑两侧面及大面留量情况,然后加工梯形槽,槽口倒角1x45°至2x45°。
6.标线,摇臂钻钻镗制孔。
7.端面铣铣另两端面:以上平面为基准,找正,装夹,加工至设计图纸标准。
8.人工铲刮:将T型槽平板各支点垫实,找平后开始人工铲刮,上平面至少需经上万次研磨,经粗刮、细刮、精刮、刮花等几道工序的刮削,表面光洁度与平面度达到标准后,(用对角线分段测量法和涂色法检测)进行工作面检测和整体检测,并记录存档。
9.T型槽平板工作面做防锈处理。非加工面涂防锈漆,再涂外观漆。
10.T型槽平板包装设计、进库、出具合格证书。
依据设计图纸标准融合T型槽平板具体情况制订制作工艺并制做加工工艺卡。
1.进行T型槽平板的技术条件和结构工艺性分析;
2.选择T型槽平板加工及加工方法;
3.确定主要T型槽平板加工位置和重要加工面;
4.选用合适T型槽平板的工艺参数;
5.设计方案合理的刀具、装夹具。
T型槽平板具体步骤如下:
1.划铸件尺寸面线,照顾毛坯尺寸及壁厚。
2.粗加工T型槽平板各面,单面留3~5mm加工余量。
3.次消除内应力回火处理。
4.精刨(铣)上下面达到精度标准;刨(铣)两侧面达到精度标准,上平面与两侧面夹角90°±10′,倒角2x45°至5x45°。
5.临床标线T形槽,注意考虑两侧面及大面留量情况,然后加工梯形槽,槽口倒角1x45°至2x45°。
6.标线,摇臂钻钻镗制孔。
7.端面铣铣另两端面:以上平面为基准,找正,装夹,加工至设计图纸标准。
8.人工铲刮:将T型槽平板各支点垫实,找平后开始人工铲刮,上平面至少需经上万次研磨,经粗刮、细刮、精刮、刮花等几道工序的刮削,表面光洁度与平面度达到标准后,(用对角线分段测量法和涂色法检测)进行工作面检测和整体检测,并记录存档。
9.T型槽平板工作面做防锈处理。非加工面涂防锈漆,再涂外观漆。
10.T型槽平板包装设计、进库、出具合格证书。

泊头勇锐量具 2014(C)版权所有
技术支持:中科四方