
- 泊头市勇锐量具有限公司
T型槽平台

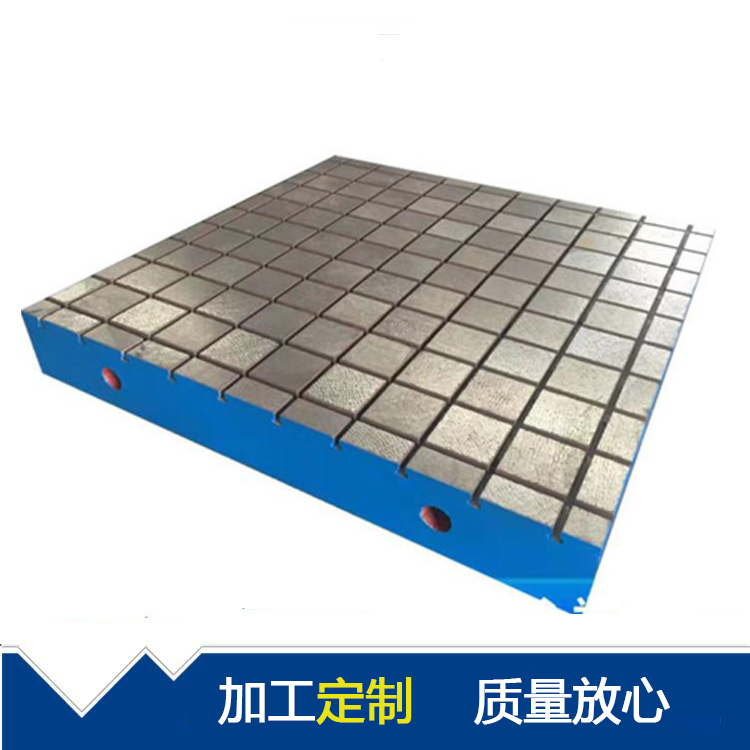
T型槽平台也可被叫做T型槽平板,铸铁T型槽平台,应用于动力机械设备的装配、调试、焊接、铆焊用的基准,可以固定机械设备。规格可根据用户需求制造。
T型槽平台精度:按标准计量检定规程JJG117-91执行,分别为3级、精刨。
T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
铸铁T型槽平台的制作工艺:
T型槽平台在浇注完成后开始用振动清沙和人工除沙并清理铸铁平台毛坯周围的废弃物,清沙完毕后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁平台的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁平台四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置 后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较高个光洁度较高,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁平台上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,精度高,光洁度高。
T型槽平台的技术要求:
1、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
2、T型槽平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、T型槽平台的铸造表面应 型砂且平整,涂漆牢固。
5、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
6、T型槽平台工作面的平面度公差见表2的规定。
7、通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的大允许值为5um。
T型槽平台的使用说明:
1、使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
2、温度变化会使测量产生误差,应在20±5℃范围内使用。
3、使用时用水平仪调整到水平,使支点均匀分布各支点上。
4、用时小心、严防碰撞。
5、用完后擦净,涂无水酸性的防锈油,覆盖纸,置于清洁干燥处存放。
6、周检期:长周检期一年。
T型槽平台精度:按标准计量检定规程JJG117-91执行,分别为3级、精刨。
T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
铸铁T型槽平台的制作工艺:
T型槽平台在浇注完成后开始用振动清沙和人工除沙并清理铸铁平台毛坯周围的废弃物,清沙完毕后铸件自然放凉并开始次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁平台的铸件在粗加工的时候使用的是龙门刨床和断面铣床使铸铁平台四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置 后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较高个光洁度较高,那经过粗加工后用6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度高可以达到0.8。如果在铸铁平台上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,精度高,光洁度高。
T型槽平台的技术要求:
1、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
2、T型槽平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、T型槽平台的铸造表面应 型砂且平整,涂漆牢固。
5、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
6、T型槽平台工作面的平面度公差见表2的规定。
7、通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的大允许值为5um。
T型槽平台的使用说明:
1、使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
2、温度变化会使测量产生误差,应在20±5℃范围内使用。
3、使用时用水平仪调整到水平,使支点均匀分布各支点上。
4、用时小心、严防碰撞。
5、用完后擦净,涂无水酸性的防锈油,覆盖纸,置于清洁干燥处存放。
6、周检期:长周检期一年。
泊头勇锐量具 2014(C)版权所有
技术支持:中科四方